
Jan 17th 2018
Procedure for Thread Ring Gage Calibration
13 Step Process for Calibrating a Thread Ring Gage
- Acquire both the thread ring gage / gages (you are wishing to calibrate) and the corresponding set thread plug gage. Check and make sure that all pitch diameters (P.D.'s), classes (2A,3A, etc.), and sizes match the between the two. The set plug gage needs to be clean and free of any debris that may be in the threads. You may wish to have the set plug gage calibrated to ensure it is not tapered, nicked, or out of tolerance. Before proceeding, lubricate the set thread plug gage with viscosity oil or another equivalent lubricant of your choice.
- Next clean and closely inspect the thread ring gages you are calibrating for embedded metal chips or burrs, that could disrupt this process of calibration.
- Carefully remove the sealing wax with a knife. This is located on the knurled edge of the thread ring gage.
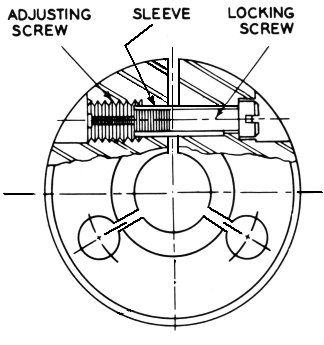
- Turn the thread ring gage locking screw counter-clockwise,with the proper size screwdriver, until it is loosened.
- Turn the adjusting screw clock-wise. This will open the thread ring gage to a larger pitch diameter than the set thread plug gage.
- Turn the thread ring gage onto the set thread plug gage all the way to the back to the full form section (See Figure 1.1 Below), so that approximately one thread extends beyond the last thread of the set thread plug gage. This will encourage / promote more uniform wear over the entire thread length of the set thread plug gage.
- Turn the adjusting screw, in the thread ring gage, counter-clockwise and rotate the thread ring gage on the set thread plug gage, until there is a slight drag between the two gages (thread ring gage and corresponding set thread plug gage). The thread ring gage should have a noticeable amount of drag when it is rotated on the set thread plug gage. This process may have to be repeated more than once to obtain the proper / correct amount of drag. The largest thing we can stress is to be patient during this step! The degree of drag is subjective to the size of the thread ring gage and set thread plug gage. Smaller thread ring gages and those set to set thread plug gages near the low limit would require less drag than larger thread ring gages or thread ring gages set to set thread plug gages on the high limit
- To ensure that the thread ring gage has been properly seated, tap the thread ring gage with a small hammer. Then recheck the amount of drag to ensure it has not changed during this process. If the drag has changed, the thread ring gage has not been properly seated. Therefore you must repeat step 7 of this process.
- Turn the thread ring gage from the full form section to the truncated section at the front of the set thread plug gage. The drag should be essentially the same at this point. The thread ring gage should not feel loose and / or shaky. A loose and / or shaky thread ring gage indicates lose of root relief, or flank angles are worn out of tolerance, and the thread ring gage should be removed for possible rework or replacement.
- Remove / unscrew the set thread plug gage from the thread ring gage. Now turn the thread ring gage onto the set thread plug gage one to two threads at the front. There should be some drag or resistance, even at this short engagement. Remembering the feel at the one to two thread engagement, turn the thread ring gage further onto the truncated section of the set thread plug gage. The drag should remain approximately the same, although it may be slightly greater at full engagement due to more flank contact. Repeat step 10 on the other side of the thread ring gage. The drag should be essentially the same on both sides of the gage.
- The minor diameter of the thread ring gage should be measured with either a smooth bore ring gage, internal measuring machine, or fixed limit Go / No Go plug gages. For plug gages, the Go member plug gage should literally go and the No Go member should literally not go.
- The locking and adjusting screws, located on the knurled edge of the thread ring gage / gages, should be sealed with wax to prevent tampering
- The thread ring gage is now ready for service.
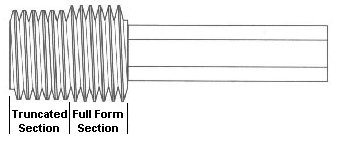
FIGURE 1.1
Disclaimer: To the best of our knowledge, the information contained herein is accurate and reliable as of the date of publication; however, we do not assume any liability whatsoever for the accuracy and completeness of the above information. M & J Tooling LLC makes no warranties which extend beyond the description contained herein. Any information given in this statement does not constitute any warranty of merchant ability or fitness for a particular use. It is the customers' responsibility to fact check and confirm any of the above information in order to satisfy themselves as to the suitability of the products to their particular purpose.